Pipe Inspection Perfected
Use of OCTG, drill pipe and landing strings at deep depths is limited by current API strength formulas. There is unused strength remaining in these materials by using these calculations, but until now no pipe inspection methods were able to show accurate remaining metal mass (cross-sectional area) every 1/4" helix along the length of the pipe. Knowing this allows users and contractors to utilize their existing tubulars and drill pipe to deeper depths.
Automated ultrasonic technology has always been a technology that has baffled people. Many inspection companies and pipe manufacturers are forced to implement ultrasonic inspection by their customers. They go out and find a machine that will satisfy their customer's requirements. They buy and install the machine. After installation they find out that the machine slows down production and creates unanticipated problems.
Once they feel that all of the problems are resolved and they have the system running where they don't lose their shirts, some other inspection company comes behind them and finds defects in the pipe that they have just inspected. The company has no way of verifying how well the unit is working, and therefore lose confidence and don't demand the highest quality inspection.
It is now time to change all of that! Technical Industries, Inc has come up with a way that will allow you to visually see that each inspection is done properly and with the utmost care. Neither the operator nor the customer has ever been able to validate each inspection until now. Technical Industries has now developed the technology to validate the inspection. This gives the operator and customer a way to ensure every test is complete and thorough.
By being able to look at the wall data from the ultrasonic inspection the operator can tell if everything went well during the inspection process. This also tells him that the conditions are perfect for the flaw transducers to transmit their sound waves into the steel.
Technical Industries, Inc saves the wall thickness in a matrix. This matrix is 360 units in width, representing every degree and, down the length of the pipe, every 1/4" representing the helix. As the pipe spins and the transducers traverse down the length of the pipe, the wall thickness data is recorded and stored. After the raw data is collected, the data is massaged and stored in a matrix. This data is then used to validate the inspection and to calculate the cross-sectional, eccentricity and many other parameters.
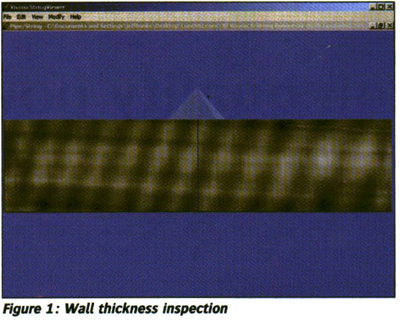
Figure 1 is an image of a length of casing, 10 3/4" diameter and 40 ft long. The image shows the pipe as it would look if cut lengthwise and opened up into flat plate. The darker the image the thicker the material. The lighter the image the thinner the material. This image shows the manufacturing process based on wall thickness down the length of the pipe.
Technical Industries has developed a technique that will measure the Outside Diameter (OD) full length of a joint of pipe. The OD measuring system will accurately measure the outside diameter every degree around the circumference and every 1/4" down the length of the pipe. The OD measurement is exact to 0.010". The end result is an exact physical representation of the true 00 down the length of the pipe. This information allows for the quick calculation of degree of ovality.
Figure 2 is a grayscale image of a length of casing, 10 3/4" diameter and 40 ft long. The image shows the pipe cut lengthwise and opened up into flat plate. The darker the image the larger the OD. This image shows the manufacturing process based on OD measurements down the length of the pipe. In this image one can see a grind mark (lighter area) about 8ft long on the right side of the pipe.
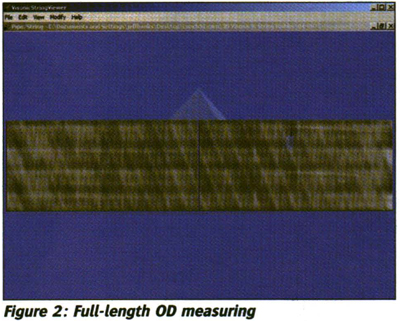
Figure 3 represents the combination of OD data (top image) and wall thickness (bottom image) in 2-d format. This will accurately represent the physical properties of the pipe.
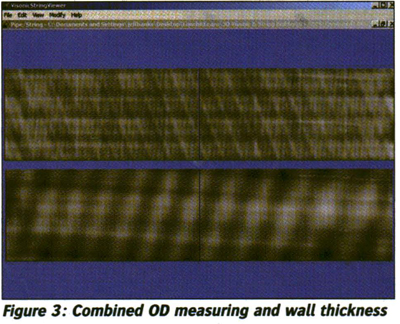
Figure 4 represents the combined wall thickness and OD data in a 'slice' view.
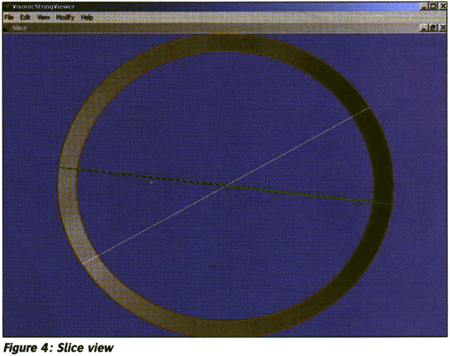
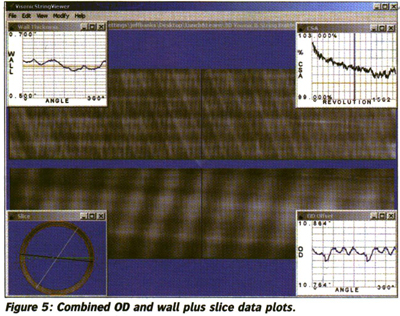
Figure 5 shows OD data and wall thickness with plots of one revolution of wall thickness (top left), cross-sectional area (top right), slice (bottom left) and one revolution of OD data (bottom right).
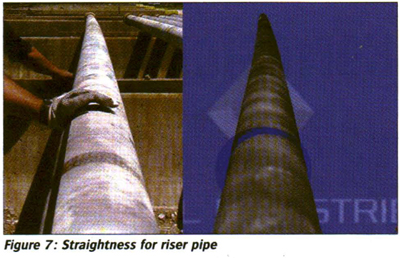
Finally, Figure 7 shows the actual length of riser pipe and the OD and straightness image of the pipe. Technical Industries has developed technology to measure and record straightness. The inspections performed on this pipe were wall thickness, straightness and OD measurement. All of the data was combined to exactly represent the pipe, and finite-element analysis was also done. In addition to straightness, the company can determine if the Figure 7: Straightness for riser pipe box and pin end were welded parallel to the pipe, and if they are parallel to each other. This inspection can also measure how much the welded pin and box are out of tolerance.
With the combination of all of these technologies, Technical Industries, Inc is able to measure ID information as well. With this technology they can run a virtual drift down the inside of the pipe. By having ID information they can determine volume, too. This can more accurately determine the amount of drilling mud or cement needed for your well.
Different images and more information can be obtained at www.technicalindustries.com (On the home page, click Customer Inventory, click on Texas and download the PowerPoint presentation.) Technical Review readers can also download the viewer and a sample pipe.
Pipe parameters
IN ORDER TO achieve deep well drilling you may need to know the parameters of the following:
- Wall thickness
- Cross-sectional area
- Eccentricity ~
- Full-length 00 measuring
- Ovality determination
- Straightness determination
- Thread measuring
- Fluid volume determination
- Maximum, minimum and average 10
All of these parameters can now be determined by the VISONIC"" 3-D FLUT PIPE INSPECTION SYSTEM available from Technical Industries, Inc (www.technicalindustries.com), as the feature alongside explains.
Middle East Oil review - Issue 2, 2005


